Как делают сейфы - технология производства
Современные сейфы очень похожи на те, которые можно было купить 100 лет назад. Однако, прогресс добрался и до этой консервативной отрасли — автоматизированные сварочные установки, плазменная резка на водоналивных столах, электростатическая покраска, биометрические технологии защиты и др. Разберемся как изготавливают огнестойкие и взломостойкие сейфы.
Производство огнестойких сейфов
Для изготовления сейфов используется сверхпрочная легированная сталь, которая поступает на завод скрученной в рулоны весом до 10 тонн каждый. Сначала металл помещают в листоправильную машину, где листы распрямляют и выравнивают.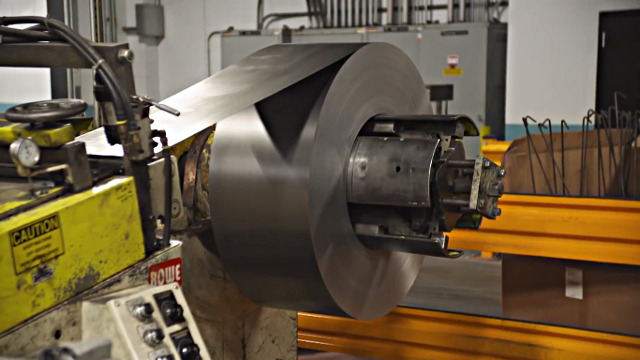
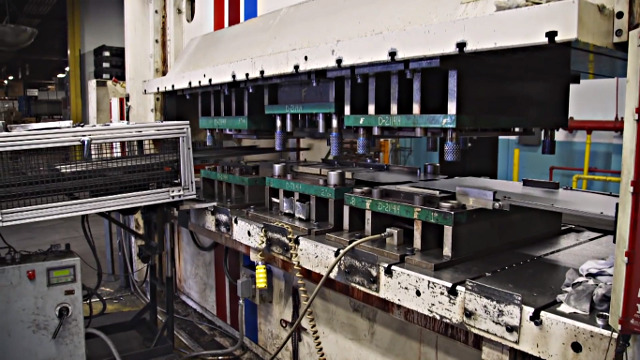
Ровные стальные листы отправляют на вырубной пресс для изготовления заготовок, благодаря чему детали сейфа идеально подгоняются друг к другу.
Конструктивно сейф состоит из корпуса и двери. Корпус собирается из трёх частей: задней стенки, кожуха и фронтальной рамы. Изготовление всех частей корпуса осуществляется на листогибочном оборудовании. Кожух - это внешняя стальная оболочка сейфа. Сначала гнутся его нижние углы, затем - верхние. После этого кожух соединяется по единственному шву, который проходит снизу, к нему приваривается задняя стенка. К фронтальной раме крепятся навески под петли для последующей установки двери. После этого её устанавливают на кожух.
Процедура сборки и сварки роботизирована - все детали плотно подгоняются друг к другу, сварной шов получается очень высокого качества. Благодаря этому обеспечивается прочность соединения и надёжность всей конструкции.

На двери устанавливают кронштейны для последующего соединения с корпусом, установки замка и ригельного механизма. Далее заготовки двери и корпуса отправляют в специальную камеру для фосфатирования и порошковой покраски.
В результате фосфатирования образуется тонкая пленка, защищающая металл от окисления. Кроме того, фосфатное покрытие отлично удерживает слои краски, выполняя роль грунтовки. Порошковая краска - это смесь частиц каучука с красящим пигментом. Во время сушки в печи каучук расплавляется и краска закрепляется на поверхности. Такое покрытие очень устойчиво к истиранию и коррозии.

На следующем этапе производства сейфам придают огнестойкие качества. Для этого внутрь сейфа помещается контейнер - пластиковый или металлический. На внутреннюю поверхность корпуса наносится специальный герметик, из которого при высоких температурах освобождаются молекулы воды. После этого пространство между корпусом и контейнером заливается огнеупорным материалом, чаще всего - вспененным бетоном. Пузырьки в бетоне заполнены воздухом, который сам по себе является отличным теплоизолятором. Вода, освобождающаяся из герметика, при нагревании начинает интенсивно поглощать энергию. Эти меры позволяют какое-то время удерживать температуру внутри.
После заливки корпус и дверь по раздельности двигаются по конвейеру дальше. На двери собирается ригельный механизм, устанавливают сейфовый замок.
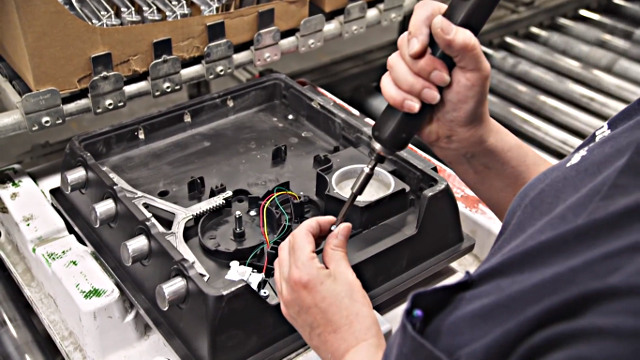
После того как замок установлен и подключен к ригельному механизму, приступают к укладке уплотнителя по периметру двери. Уплотнитель обеспечивает необходимую герметичность, благодаря чему вода не сможет просочиться внутрь сейфа. Кроме влагостойкости, уплотнитель улучшает показатели и огнестойкости тоже, поскольку эффективно удерживает воздух.

На последнем этапе устанавливают дверь, штифты продавливают в петли гидравлическим прессом - огнестойкий сейф готов. Дальше его упаковывают и отгружают дилерам - в магазины.
Производство взломостойких сейфов
Большинство взломостойких сейфов имеют двойные стальные стенки: внешняя толщиной 3 мм, внутренняя обычно тоньше или такая же. Пространство между ними заполнено специальным фибробетоном.Сначала стальные листы нарезают на детали из которых будет собран корпус сейфа. Гидравлическое оборудование позволяет резать металл толщиной до 6 мм. Для работы с металлом большей толщины используются установки плазменной резки, где в качестве режущего инструмента используется струя плазмы со скоростью 500-1500 м/с и температурой 5000-30000°С. Такой аппарат может резать сталь толщиной до 50 мм.

Необычное приспособление на видео в конце - это плазморез с водоналивным столом, наиболее безопасный для оператора вариант. Дело в том, что в процессе резки металла плазмой происходит выброс большого количества пыли и газа - всё это удерживается водой. Другим негативным фактором, сопутствующим плазменно-дуговой резке, является невероятно оглушительный звук, который также в значительной мере гасится водой. Водоналивной стол позволяет оператору работать несколько часов подряд без вреда для своего здоровья. Стальной лист кладется на стол и заливается водой, после резки вода уходит - заготовку сейфа забирают.
Чтобы минимизировать количество сварных швов, производители широко используют листогибочное оборудование. Регулируя давление траверса (стальной жёсткой балки) и позицию заднего упора, оператор листогибочного пресса получает необходимый для конструкции угол гиба.
Следующим этапом сваривают внешний и внутренний стальные корпуса сейфа, и заливают пространство между ними специальным наполнителем. Эта смесь содержит цемент и еще два ингредиента: кизельгур (горная мука) и вермикулит. Последний хорошо известен тем кто увлекается гидропоникой - в качестве субстрата для растений. Однако, также он обладает и завидными теплоизоляционными свойствами. Такой наполнитель содержит связанную воду, которая высвобождается в результате химической реакции при высокой температуре - например, при пожаре. Вода нагревается, кипит и испаряется, поглощая при этом большое количество энергии, благодаря чему какое-то время температура внутри сейфа удерживается до критической. Неплотное прилегание двери в районе притвора, нарушение целостности уплотнителя или корпуса может быть чревато потерей огнестойкости. Поэтому, на эти моменты обращают пристальное внимание.
После заливки сейф помещается в специальную сушилку где наполнитель застывает.
Некоторые производители применяют технологию армирования бетона, что улучшает его физико-механические свойства и дополнительно повышает прочность изделия. Результат армирования можно увидеть на фото стенки сейфа в разрезе.

Итак, листовая сталь режется, загибается и сваривается. Пространство между внешними и внутренними стенками заливается специальной бетонной смесью. В результате получается массивный и надёжный корпус сейфа. Остаётся то что многие считают самой важной частью - дверь и замок.

Для изготовления деталей двери используют самую толстую сталь. После того как дверь собрана, её устанавливают на сейф и приваривают петли. Дальше сейф шлифуют, готовят к покраске. Сталь с завода приходит грязной и маслянистой, к этому добавляются следы сварочных работ уже при изготовлении самого сейфа. Поэтому, необходима тщательная подготовка поверхности, которая является залогом качественной покраски.

Порошковая краска наносится с помощью покрасочного пистолета - краскопульта. При прохождении через краскопульт, краска заряжается до высокого отрицательного напряжения. После выхода из сопла, отрицательно заряженные частицы краски устремляются по направлению силовых линий электростатического поля к заземленному изделию, которое необходимо покрасить. В результате электростатической окраски, частицы равномерно покрывают окрашиваемую деталь.
После покраски выполняется установка ригельного механизма и замка. Ригельный механизм запирает дверь сейфа и приводится в движение ручкой. Большие сейфы могут насчитывать до 20 толстых стальных ригелей, выдвигающихся из двери в корпус по нескольким направлениям. Когда ригели спрятаны внутри двери - сейф открыт, когда ригели выдвигаются из двери в корпус - сейф заперт. Ригельный механизм блокируется замком.

Кодовые механические замки по сути остаются неизменными с середины XIX века. Несколько металлических дисков проворачиваются с помощью ручки до тех пор пока торцевые вырезы на каждом диске не выстроятся в единый кодовый паз. В результате, ригели оказываются разблокироваными и дверь можно открыть. Подробнее о том как работает кодовый механический замок.
Однако, это не так то просто, как может показаться из фильмов про шпионов - когда супер-агент прикладывает к сейфу стетоскоп, начинает крутить ручку - щелк-щелк-щелк... Во-первых, современные кодовые замки уже давно не щелкают. Во-вторых, методы которые применяются для вскрытия сейфов очень сложны, требуют специального обучения и многолетней практики.
Новые кодовые электронные замки - те немногие из технологий XXI века, которые используются сегодня при создании сейфов. В их конструкции нет ничего, что могло бы помочь взломщику узнать кодовую комбинацию. К тому же, замена кодового механического замка на электронный сулит потребителю определенные удобства. Так, чтобы набрать кодовую комбинацию достаточно 4-5 секунд. Набор комбинации с помощью кодового механического замка займет времени в четыре раза больше.
Теперь вы знаете как делают сейфы. Естественно, разные производители могут использовать свои наработки и патентованные материалы. Но в общем, процесс производства таков. За скобками я оставил производство дешевых мебельных сейфов, большую часть из которых сегодня просто штампуют, оборудуют замком, пакуют в картон. Здесь запросто обходятся без плазменной резки, многослойной конструкции или ригельного механизма.
Смотрите также промо-видео компании "Промет" - ведущего производителя сейфов на российском рынке.
Автор: Шумилов И. Н.
